工程紹介 ロストワックス鋳造法
ロストワックス鋳造工程
ロストワックスの特徴
ロストワックスはワックス(ろう)で作った原型をベースに鋳物を作る工法です。
ロストワックス鋳造は一般的な鋳造工法よりも、複雑で寸法精度の高い形状を作ることができるため精密鋳造とも言われます。
作家が表現したい風合いや繊細なタッチを忠実に再現することができるので、全身像・胸像をはじめ、美術品やモニュメント等もこのロストワックス鋳造法で製作することが多いです。

01石膏原型の製作
粘土や木で原型を制作し、それを石膏へと置き換えます。

02ゴム型の製作
原型を樹脂でバックアップを取り、液状のシリコンゴムを注入し、原型を型取りします。シリコンゴムが硬化次第、低融点金属、樹脂で補強します。作業が終わったら原型を取り出します。

03ろう模型の成型
ゴム型を組立、溶かしたろうを流込みまたは刷毛塗りし積層します。ろうが凝固したところでゴム型をはずします。これで原型と同一のろう模型が出来上がります。

04ろう模型の修正
ゴム型分割部分の修正、鋳込みのための湯口・湯道・ガス抜きを取付ける。
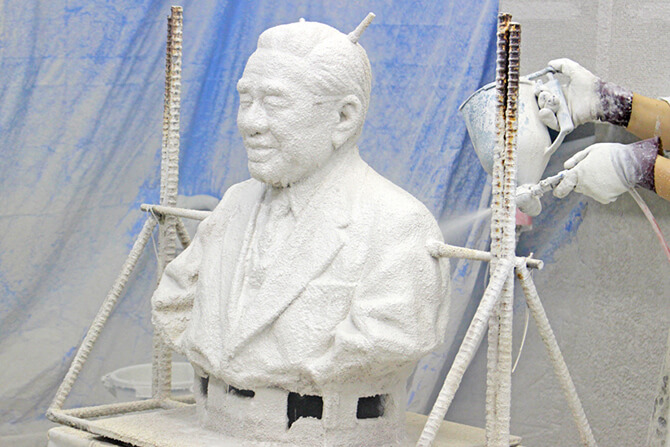
05鋳型の製作
完成したろう模型に耐火物泥しょう(セラミックスラリー)に浸し、その上に粒状耐火物を振りかける。決められた厚上の耐火物が得られるまで、数回この作業を繰り返す。

06鋳型の焼成
鋳型は焼成炉に入れられ、先ずろうが除去されます。この時の炉内温度は、800~900度に上げられ、鋳型(シェル)はセラミック化し強度を増します。

07鋳込作業
ろうが除去された鋳型内に熔解された金属(1100~1200度)を流し込みます。通遼美術彫刻に用いられる金属は、銅と錫と亜鉛の合金でブロンズと呼ばれております。

08仕上作業
〈ブロンズ〉についている湯口や、ガス抜きを切断し、その後、原型に忠実に仕上げを行います。

09着色作業
最後に着色が施され〈ブロンズ〉は製品として完成します。
着色の技法は、次の二つに大別されます。
・色素を焼きつける方法
・酸により発色させる方法

10完成
台座・銘板などを準備し、運搬・設置作業を終え、お引渡しとなります。