高い技術力 仕上げ・磨き
細部にこだわる磨き工程
完成した鋳物の表面を補修して、仕上げていきます。
仕上げの磨き作業が銅像・胸像の風合いを左右するので、職人の腕の見せどころとなっています。
仕上げ
鋳込みが終わって溶湯(高温で溶けた金属)が冷えて固まったら、鋳型の中から鋳物を取り出します。鋳物に付着する酸化物と耐火粘土を除去します。注湯の堰(せき/注がれた溶湯の通り道)を切断し、吊り棒(後から掻き出す中子の固定棒)の引き抜き穴を溶接で埋めます。原型と鋳物を比較して、仕上げの方針を検討します。仕上げは〈不要部分を削る〉〈必要部分を盛る〉〈タッチを合わせる〉〈周辺と馴染ませる〉が基本となります。作者の制作意図を理解して、作業をすすめる事が重要です。特にロストワックス法で鋳造した場合、鋳物の再現性が高くなるので、それに伴って仕上げの要求水準も上がります。更に細心の注意で仕上げをする必要があります。
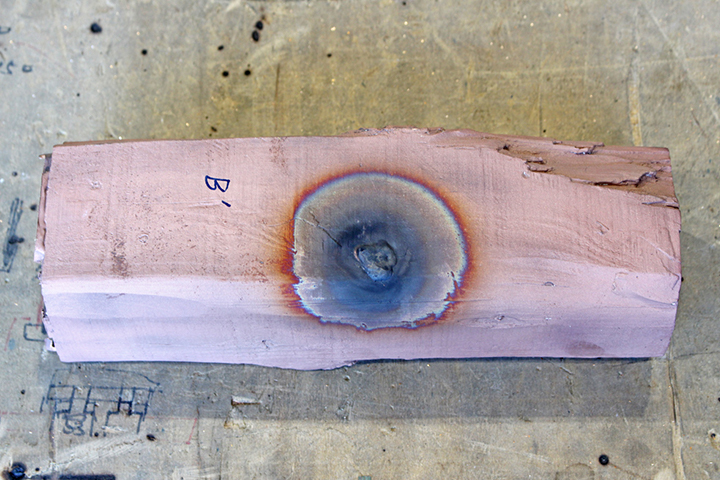
溶接により必要部分を盛ります。濃い色に変色しているのは、高温で酸化被膜が形成されたためです。
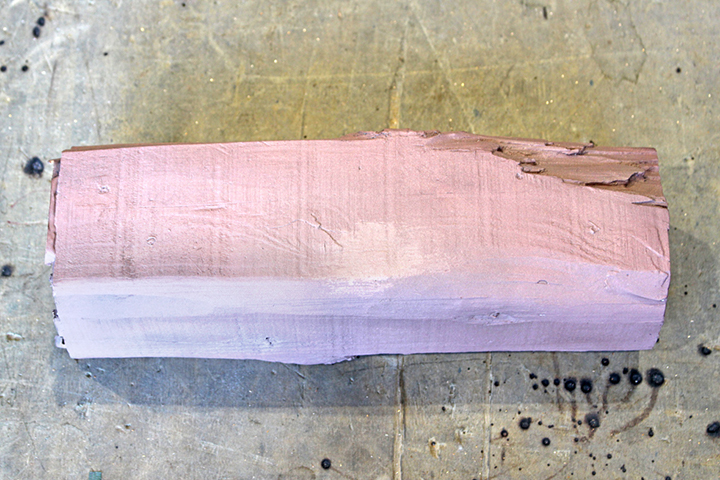
酸化被膜をブラストにより取り除きます。工具を使ってタッチを合わせた後、周辺と馴染ませます。
磨き品
磨きには、仕上げの中でも特別な難しさがあります。鋳造作品には付き物の不要部分の切削、必要部分の盛り足しを行います。機械工具で全体を整え、その後は手持ちのサンドペーパーで仕上げを進めていきます。
サンドペーパーの番手を上げていくわけですが順番に、#100、#180、#240、#320、#500と少しずつ細かいものにしていきます。ピンホールの空隙(くうげき)に到達した場合は象嵌(ぞうがん/金属を小さく切断してを嵌め込む事)を施します。ここまでは、磨きの下準備になります。
次に映り込みが発生するような磨き作業に入ります。磨きはペーパー磨きとワックス磨き(鏡面)があります。
ペーパー磨きは手持ちのサンドペーパーで#600、#800、#1,000、#1,500、#2,000、#3000と番手を上げていきます。サンドペーパの痕(あと)を残さないよう加減して作業を行う事が必須です。磨きの難しいところは、部分的に磨耗しないよう全体の作業を行うところにあります。作品の構成面を崩さないよう作業範囲を策定し力の加減と作業時間をコントロールします。
磨きが完了した時、構成面は周囲を映し出すため微少な凹凸でも容赦なく露(あらわ)になってしまいます。サンドペーパーの後は、研磨ワックスで磨きます。ここでも注意するところは同じです。大きな面は研磨機を使い、小さな面は手持ちの布バフを使います。鋳造状態に応じた研磨ワックスと布バフを選ぶ事も重要です。磨きの真髄は、とにかく対象をよく見て、作業の手順の中で細心の注意を完成まで維持する事に尽きます。

